Статья и совет для начинающих самоучек в сварке.
В любом незнакомом деле много подводных камней, и тут приходится учиться или на своих ошибках, или сразу много интересоваться и изучать интересующую вас деятельность. Сегодня расскажу важную тему-сварка углом вперёд, или углом назад, как лучше и правильно.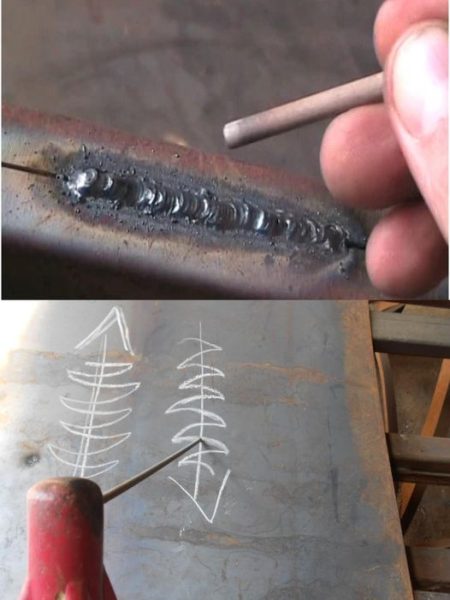
Электрод, вставленный в сварочный держак, похож по форме на угольник. Эту аналогию очень просто запомнить для простоты усвоения дальнейшего материала. Берём в руки держак, подразумеваем что берём угольник, угол.
Такой способ сварки, при котором мы ведём электрод как-бы от себя, зажгли дугу и продвигаемся от этого места вперёд. Это как поливать грядки на участке лейкой-идём вперёд и поливаем. Данный способ сварки называется сварка углом вперёд.
Если мы всё делаем наоборот, зажгли дугу и как-бы тянем электрод на себя, назад от начала места сварки. Такой способ будет называться сварка углом назад. Далее рассмотрим в чём разница и как будет лучше сваривать металл.
Электрод горит, сварочная дуга расплавляет металл и льёт ещё металла в сварочную ванну, так образуется сварочный шов, он, после остывания соединяет детали.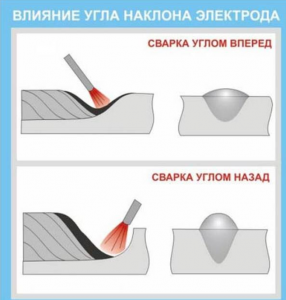
При сварке изделия углом вперёд получается меньшая глубина проплавления металла и более широкий сварочный шов. Но здесь шлак может затекать вперёд дуги и мешать нормальному процессу сварки.
Если свариваешь углом назад, то всё получается наоборот-глубина проплавления металла больше и ширина сварочного шва меньше. Сварочный шлак давлением дуги отбрасывается назад, если правильно настроен сварочный ток.
Толстый металл сваривают углом назад, кроме вертикальных швов, здесь сварка идёт снизу вверх углом вперёд.

Углом вперёд сваривают тонкий металл, например конструкции из профильных труб. Но и то, если будет соединение с зазором, то тогда углом вперёд заварить проще и быстрей, меньше вероятности прожогов. А вот если соединение будет без зазора или с минимальным зазором, то можно варить и углом назад.
Вот фото вчерашней работы-заменил листовой металл на переднем борту Камазовского прицепа. Угловые швы выполняются углом назад, иначе будет зашлаковка и непровар. Вертикальные-углом вперёд снизу вверх.
Возможна сварка тонкого металла в вертикальном положении углом назад-сварка сверху вниз, но это тема для отдельной статьи, обязательно будет.
Друзья, надеюсь немного прояснил для начинающих самоучек этот вопрос и показал на реальных сварочных примерах.


















