 На фото вверху видно что первые сантиметры шва совсем не получились. Металл налип по сторонам, а в середине шлак. Это главная проблема начинающих. Чтобы понимать, почему такое происходит и как с этим бороться, читайте простое объяснение от сварщика.
На фото вверху видно что первые сантиметры шва совсем не получились. Металл налип по сторонам, а в середине шлак. Это главная проблема начинающих. Чтобы понимать, почему такое происходит и как с этим бороться, читайте простое объяснение от сварщика.
Сделаем тавровое соединение двух кусочков профильных труб 40 на 20 толщиной 1.5 мм. Проварим швы в нижнем положении, на этих примерах разберём ошибки с зашлаковкой и непроваром.

Почему получилась эта проблема? Здесь было несоответствие толщины металла и диаметра электрода. Что это значит, смотрите дальше.
Как говорится, одеваться нужно по сезону. Так и со сваркой, для правильного и комфортного процесса нужно соответствие диаметра и толщины.
Металл 1.5-2 мм нужно сваривать электродом диаметром 2 мм.
Металл 2-3 мм, берём диаметр 2.5 мм.
Металл 3-5 мм, электрод 3 мм.
Почему не желательно сваривать металл 1.5 мм например электродом 3 мм, как на примере дефекта шва на фото ранее?
На всех пачка с электродами есть цифры, которые обозначают диапазон сварочного тока для этого диаметра. В этом диапазоне электрод нормально горит и сваривает. Но оптимально он работает примерно в середине этого диапазона. На последнем фото китайские электроды диаметром 3.2 мм. Видим диапазон 90-130 ампер, 110 ампер для них-самое то! Вот мы и почти подошли к главной причине непроваров и зашлаковки, смотрите на фото ниже.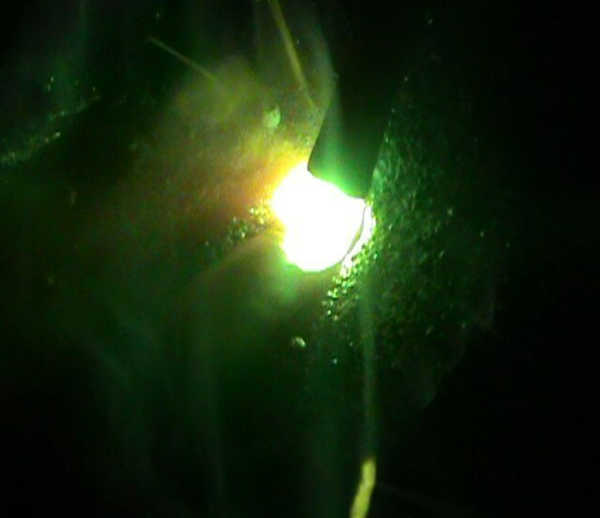
Если взять электрод 3мм и попытаться варить металл полторашку, то мы должны выставить маленький ток, зачастую даже меньше минимального значения рекомендуемого диапазона. Такой ток позволит расплавить металл, но давление дуги на этом токе слишком мало чтобы нормально выдувать шлак от сварочной ванны. Поэтому шлак заливает место сварки, и металл начинает липнуть на деталь куда-попало, это зашлаковка и непровар.
Если прибавить сварочный ток, то на тонком металле получится вот такая картина. Металл просто быстро прогорит и получится отверстие-прожог. Его нужно теперь заваривать, а это на тонком металле занятие не из приятных.
Другое дело, когда мы возьмём электрод 2 мм, выставим сварочный ток в среднем диапазоне-60 ампер и просто будем неспеша вести электродом. Всё сварится как надо, не будет заливать шлак, ведь давление дуги просто не даст это сделать. Не будет прожога металла. Это называется соответствие диаметра электрода и толщины металла.
Но чем больше ваш опыт, тем проще будет сваривать и не смотря на соответствие толщин и диаметров, взгляните


Для примера я проварил этот шов без отрыва электродом 3.2 мм. Также не было прожогов и зашлаковки. Но здесь требуется опыт и определённые движения и скорость ведения электродом. С такими хитростями буду знакомить в следующих статьях.
Так что если вы начинающий самоучка, то для комфортной сварки в гараже дома на даче обязательно приобретите несколько диаметров электродов. Для полного набора пусть у вас будут электроды 1.5 мм. 2 мм, и 3 мм. Пользуйтесь ими по обстановке-по толщине, и тогда непровар и зашлаковка не будут вас беспокоить!


















